
1 引言
根據工件加工的需要,以獨立的通用的部件為基礎,配以部分專用部件組成的專用機床,稱之為組合機床。回轉工作臺式組合機床是多工位組合機床的一種,它通過回轉工作臺進行加工工件的輸送,夾具安裝在工作臺面上,被加工工件一次裝夾后,從一個工位輸送到下一個工位,工作臺轉一周,即完成在該機床上的全部加工工序。并且,裝卸工件的輔助時間與機床的加工時間是重合的。本組合機床全稱為回轉工作臺式六工位組合機床,有一個上下料工序、五個加工工序,分別為:上下料工序;銑端面工序;鉆中心孔序;鉆的盲孔工序;鉆通孔工序;擴孔工序。組合機床外形參見圖1所示。
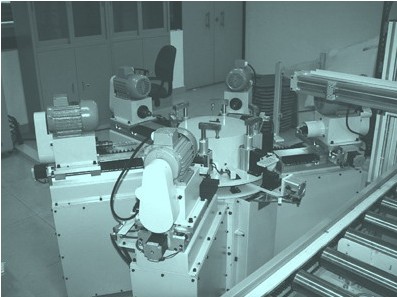
圖1 組合機床外形案例圖片
2 系統控制說明
本組合機床控制系統主要采用siemens s7-200系列plc和西門子觸摸屏ktp-178micro構成,plc完成整個機床的信息采集、信息處理、各種驅動的控制等功能,人機界面完成智能化的后臺管理、各軸加工參數的設定、信息監視等功能。
2.1 系統控制主要部件清單(見表1)

2.2 系統控制主要部件介紹
cpu226是siemens公司生產的s7-200系列中性能最高端的cpu模塊,本機集成24輸入/16路輸出數字量通道,六個高速計數器,2個20khz的高速脈沖輸出,最大可擴展7個模塊,兩個通訊端口。
cpu221是siemens公司生產的s7-200系列中的低端cpu模塊,本機集成6輸入/4路輸出數字量通道,4個高速計數器,2個20khz的高速脈沖輸出,不可以擴展模塊,一個通訊端口。
em223是siemens公司生產的s7-200系列中數字量混合模塊, 4輸入/4路輸出數字量通道。
ktp-178micro是siemens公司根據國內用戶使用習慣和需求而專門開發的人機界面, 是一款性價比較高的人機界面。
步進電機是采用研控自動化科技機電有限公司推出的系列產品,配套yka2404ma細分驅動器,最高細分數為200。主軸電機采用三相異步電機。氣缸采用smc系列。
2.3 系統控制架構(圖2)
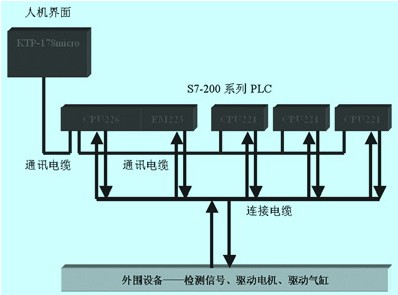
圖2 系統控制架構
2.4 系統控制主要特點
(1) 輸入信號的處理:本套機床的檢測信號有:回轉工作臺用機械式形成開關、氣缸用磁環開關、滑臺用磁性開關,這些信號的采集利用plc的通用數字量輸入信號作為信號采集處理。
(2) 輸出信號的處理:步進電機單元,利用plc本身集成的高速脈沖信號作為步進電機驅動器驅動信號,每臺plc集成兩通道高速脈沖信號,本套系統有四臺plc主機,最多可控制八軸驅動,控制采用脈沖+方向的控制方式。三相電機單元,利用plc本身集成的通用數字量輸出信號作為電機驅動控制信號。氣缸單元,利用plc本身集成的通用數字量輸出信號作為氣缸驅動控制信號。
(3) 人機交換:本套機床的加工參數通過上位機觸摸屏來完成,操作人員根據加工需要可以更改相應加工參數。本套機床可通過上位機觸摸屏進行機床的手動控制與自動控制,如:電機的運行、氣缸的動作、滑臺的點動運行。可通過觸摸屏察看設備信息,察看設備信號是否正常。
2.5 系統運行模式
單機運行,通過觸摸屏操作機床。該模式下又可實現單軸加工、全自動加工兩種加工方式。
聯機運行,通過終端調度軟件給機床上下料,控制組合機床。
3 軟件設計
本套系統采用了ktp-178micro觸摸屏一臺、cpu226一臺、cpu221三臺,cpu226作為系統的主站。ktp-178通過cpu226的port1口進行數據的讀寫,cpu226作為ppi主站通過port0口與下位機的三臺cpu221進行數據的讀寫。所用到s7-200的主要控制命令有:網絡讀寫命令(實現cpu226與三臺cpu221之間的通訊、高速脈沖輸出(實現步進電機的控制)、高速計數(實時讀取各個進給軸的坐標),本套系統最大可控制軸數為八軸,為了方便與其它設備聯機作業,該系統在控制架構設計上增加了聯機接口。
3.1 網絡讀寫指令
網絡讀指令(netr)初始化通訊操作,通過指令端口(port0)從遠程設備上接收數據并形成表;網絡寫指令(netw)初始化通訊操作,通過指令端口(port0)向遠程設備寫表。
本套系統中,cpu226定義為2#主站,其它三臺cpu221分別定義為3#從站、4#從站、5#從站。
本套系統中利用了網絡讀(netr)三項,共有三十個字節。(見表2)

本套系統中利用了網絡寫(netw)指令三項,共有二十六個字節。(見表3)

在cpu226中通過向導功能進行網絡讀寫的配置,此配置可在ob1主程序進行循環調用,也可通過中斷的形式調用。
ld sm0.0
call net_exe:sbr8, 0, m7.0, m7.1
3.2 組合機床的聯機接口定義(見表4)

該組合機床有單機/聯機運行功能,并對聯機運行時提供了i/o接口定義。
s1為電平信號,上位機通知機床回零,回零結束時上位機收到機床就緒信號,再切斷該信號。
s5為電平信號,上位機通知機床全自動運行,切斷該信號,機床自動運行結束。
s6為脈沖信號。上位機上下料完成時通知機床繼續運行。
3.3 高速脈沖輸出指令
從站的三臺cpu221每臺控制兩軸的步進電機,利用cpu本身集成的兩通道高速脈沖輸出信號作為步進電機驅動器的脈沖輸出,其脈沖輸出頻率最高達到20khz,根據各軸加工的特點,其控制程序要求步進滑臺在作加工時有以下特點:
零點(原位)→快進(快速)→攻進(慢速)停留→快退(快速 零點(原位)
根據此特點該程序在設計時采用多段pto功能,以下為單軸進給事例程序:
///網絡1
ld sm0.0
movb 16#a0, smb77
movw 700, smw178
movb 4, vb700
///網絡2
ld sm0.0
movw 1000, vw701
movw -5, vw703
movd 100, vd705
///網絡3
ld sm0.0
movw 500, vw709
movw 0, vw711
movd 500, vd713
///網絡4
ld sm0.0
movw 500, vw717
movw 15, vw719
movd 200, vd721
///網絡5
ld sm0.0
movw 15000, vw725
movw 0, vw727
movd vd524, vd729
atch y軸脈沖完成:int1, 20
eni
pls 1
s q0.3, 1
脈沖發送完成后產生中斷:
ld sm0.0
s m0.1, 1
creti
3.4 高速計數指令
由于本套系統為切削加工,同時又有深孔加工工序,其加工深度以及切削速度根據材料、刀具的不同可隨時更改,為了快速、準確地對刀并減少刀具磨損,在軟件設計上增加了深孔加工時的循環加工次數、滑臺的絕對坐標標定等功能。循環加工:由于刀具磨損、刀具摩擦發熱,在進行深孔加工時需采用循環加工方式,此套軟件嚴格遵循加工標準進行深孔加工軟件設計,即減少了進刀時間,又排除了深孔加工排削難的問題。坐標標定:每次更換刀具、工件后都要進行對刀調試,該軟件設計利用s7-200的高速計數功能實現了此項功能。
///網絡1判斷運行方向分別計數
ld sm0.0
lps
a q0.2
lps
ad= vd4, 0
movd hc0, vd0
movd vd0, vd8
lpp
ad<> vd4, 0
movd hc0, vd8
lpp
an q0.2
movd hc0, vd4
///網絡2將計算結果反饋給cpu226,并通過串口反饋給觸摸屏
ld sm0.0
lps
ad<> vd4, 0
lps
ad> vd8, vd4
movd vd8, vd12
aeno
-d vd4, vd12
aeno
movd vd0, vd16
+d vd12, vd16
lpp
ad< vd8, vd4
movd vd4, vd12
aeno
-d vd8, vd12
aeno
movd vd0, vd16
-d vd12, vd16
lpp
lps
ad= vd4, 0
movd vd8, vd16
lrd
movd vd16, vd20
/d +8, vd20
lpp
movw vw22, vw106
3.5 軟件流程(圖3)
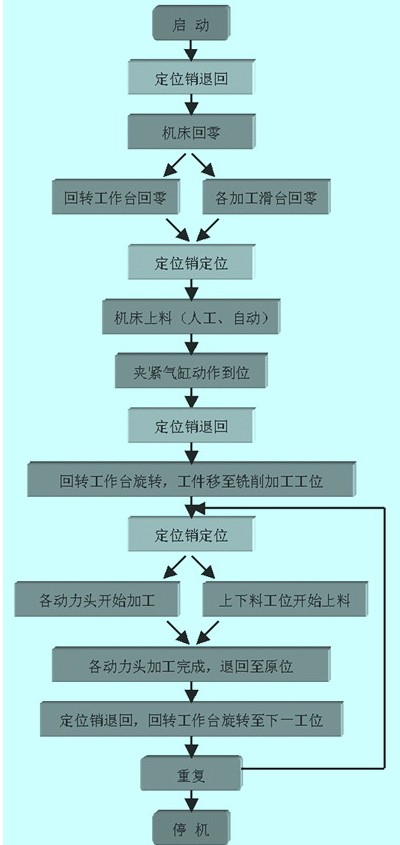
圖3 軟件流程
4 結束語
該組合機床一經推出,已經得到大量用戶的認可,并投入使用,運行穩定,高速,成為了我們公司的利潤產品。原來的多路高速脈沖輸出控制多軸步進的功能一直是日系plc的主要強項,而西門子如果通過更大型的plc來實現的話,在這類機器里的成本又過高。現在采用的s7-200的聯網實現了多路高速輸出功能,成本還低于日系的plc,可以說歐美plc的強大數據處理方面的功能在這個組合機床的oem設備市場得到了最好的應用,對我們用戶來說,既節省了成本,功能上又大大增強。
隨著工業自動化的不斷發展,高品質的自動化產品和方便快捷的組網實現更復雜的功能,將使自動化進入一個新的發展階段。總線和網絡技術、人機界面等產品將在工業和生活中得到越來越廣泛的應用。西門子高品質的自動化產品和完整的解決方案,為滿足機床自動化的各種需要提供優秀的技術平臺。