引言
門式起重機(jī)作為一種大噸位拖動(dòng)安裝機(jī)械,其在工業(yè)安裝祖業(yè)中得到了廣泛應(yīng)用,從而大 大降低了工作強(qiáng)度,提高了工業(yè)生產(chǎn)能力和工作效率。對(duì)于門式起重機(jī)的研究始于上個(gè)世紀(jì)80年代[1],受當(dāng)時(shí)科研水平,金屬材料的限制,生產(chǎn)出的門式起重機(jī)笨重粗大,作業(yè)精度很差,往往只能實(shí)現(xiàn)較為簡(jiǎn)單的起升搬運(yùn)作業(yè)。到了90年代以后,對(duì)于門式起重機(jī)的研究偏向注重安裝便捷、工作可靠和節(jié)能環(huán)保等,并提出了一系列的方法,如電動(dòng)機(jī)轉(zhuǎn)子電路串電阻調(diào)速、晶閘管定子調(diào)壓調(diào)速等方式,取得了一地的成效,但不可避免地存在著一些問(wèn)題,如功率損耗過(guò)大、低速機(jī)械特性偏軟等。
plc是近幾年來(lái)發(fā)展起來(lái)的一種新型技術(shù),由于其結(jié)構(gòu)簡(jiǎn)單,編程方便,特別是在現(xiàn)代工業(yè)生產(chǎn)和設(shè)備制造業(yè)中得到了廣泛應(yīng)用。
2 傳統(tǒng)起重電力拖動(dòng)系統(tǒng)介紹
2.1轉(zhuǎn)子電路串電阻調(diào)速
繞線式異步電動(dòng)機(jī)轉(zhuǎn)子電路串接不同電阻時(shí)的機(jī)械特性如圖1所示。
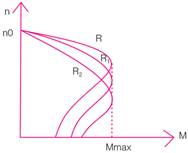
圖1 電機(jī)電路串接不同電阻的機(jī)械特性
如上圖所示,電阻r2>r1>r,當(dāng)負(fù)載轉(zhuǎn)矩m相同時(shí),轉(zhuǎn)速n隨著電阻的增大而減小,或者說(shuō)串接電阻后電機(jī)同步轉(zhuǎn)速n和最大轉(zhuǎn)矩的mmax不變,轉(zhuǎn)差率s增大,轉(zhuǎn)速n降低。這種方法的優(yōu)點(diǎn)在于可改善點(diǎn)擊的起動(dòng)特性,可方便控制工作速度,簡(jiǎn)單可靠,維護(hù)方便;缺點(diǎn)也很明顯:不能實(shí)現(xiàn)連續(xù)調(diào)速,沖擊過(guò)大,在串接電阻上消耗很大,工礦時(shí)調(diào)速困難,低速機(jī)械特性偏軟[2]。
2.2晶閘管定子調(diào)壓調(diào)速
晶閘管調(diào)壓調(diào)速是一種較為先進(jìn)的調(diào)速方式,其特性曲線如圖2所示(紅線表示2.1倍點(diǎn)擊額定電流時(shí)等電流曲線)。
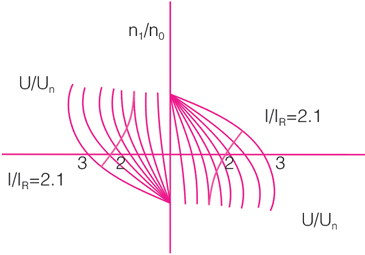
圖2 晶閘管定子調(diào)壓調(diào)速特性曲線
如上圖所示,晶閘管定子調(diào)壓調(diào)速能實(shí)現(xiàn)平滑調(diào)速,低速特性較好,調(diào)速范圍也較大,可達(dá)到1:10,升降均可調(diào)速,但其串接電阻消耗過(guò)大,發(fā)熱量較大,維護(hù)不方便[3]。
3 起重機(jī)變頻調(diào)速傳動(dòng)系統(tǒng)
傳統(tǒng)的調(diào)速方法普遍存在速度穩(wěn)定性較差,不能長(zhǎng)時(shí)間低速下降負(fù)載,能耗高等缺點(diǎn)。全頻調(diào)速系統(tǒng)作為一種先進(jìn)的調(diào)速方案,它調(diào)速方便,精度高,現(xiàn)在廣泛應(yīng)用與起重機(jī)上。
3.1變頻調(diào)速的原理
變頻調(diào)速原理系統(tǒng)如圖3所示。
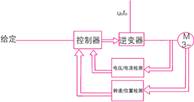
圖3 變頻調(diào)速系統(tǒng)原理圖
如上圖所示,控制器接收給定值和電流電壓以及轉(zhuǎn)速位置檢測(cè)反饋量(開(kāi)環(huán)控制時(shí)可以無(wú)轉(zhuǎn)速傳感器),運(yùn)用相應(yīng)的控制算法控制逆變器中的功率器件管段時(shí)序從而時(shí)逆變器輸出一定頻率達(dá)到調(diào)節(jié)m轉(zhuǎn)速的目的[4]。
3.2門式起重機(jī)系統(tǒng)對(duì)變頻調(diào)速的要求
和其他系統(tǒng)相比較而言,起重機(jī)控制調(diào)速要求比較粗,基本要求是能夠停穩(wěn)、停準(zhǔn),調(diào)速要求較高的起重機(jī)和工作機(jī)構(gòu)通常要求有幾個(gè)檔的較穩(wěn)定調(diào)速[5]。由于起重機(jī)工作室負(fù)載變化較大,所以對(duì)調(diào)速機(jī)械特性硬度要求較高,各檔位之間的切換要平穩(wěn),不能造成過(guò)大沖擊,靈位,對(duì)于安全系數(shù)即可靠性要求較高[6]。
4 基于s7-300plc控制系統(tǒng)
4.1門式起重機(jī)整機(jī)電氣系統(tǒng)
采用變頻調(diào)速的門式起重機(jī)整機(jī)電氣控制系統(tǒng)圖如圖4所示。

圖4 整機(jī)電氣控制系統(tǒng)圖
如圖,整個(gè)系統(tǒng)采用兩個(gè)起升電機(jī),一邊一個(gè),由兩個(gè)錐形轉(zhuǎn)子驅(qū)動(dòng)。它們均采用星三角起動(dòng)(同時(shí)起動(dòng)),有接觸器控制,速度只有一檔。在起升過(guò)程中,兩邊高度出現(xiàn)誤差超過(guò)范圍時(shí),由控制器判斷控制一電機(jī),改變?yōu)樾切墙臃ǎ淖儥C(jī)械特性,微調(diào)起升速度達(dá)到消除誤差的目的。拖動(dòng)機(jī)構(gòu)由量小車電機(jī)組成,兩電機(jī)均通過(guò)兩變頻裝置驅(qū)動(dòng),采用變頻調(diào)速方式進(jìn)行調(diào)速,軸上安裝有編碼器,當(dāng)出現(xiàn)運(yùn)行偏差時(shí),由控制器對(duì)電機(jī)進(jìn)行同步微調(diào)。

圖5 s7-300plc結(jié)構(gòu)和總線連接器
圖6 s7-300plc接口連接圖
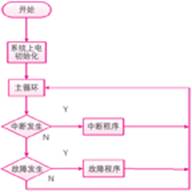
圖7 系統(tǒng)主控程序圖
4.2 s7-300plc在控制器中的應(yīng)用
4.2.1 s7-300plc簡(jiǎn)介
s7-300plc是西門子公司出品的一種通用型plc,它可以用于自動(dòng)化工程的各種應(yīng)用場(chǎng)合,在生產(chǎn)制造業(yè)中的用途尤為廣泛。由于其模塊化、無(wú)風(fēng)扇結(jié)構(gòu),易于實(shí)現(xiàn)分布式配置和易于掌握等特點(diǎn),它已然在汽車工業(yè),各類機(jī)床,包裝工業(yè)等領(lǐng)域成為了一種經(jīng)濟(jì)又切合實(shí)際的方案[7]。
圖5是s7-300plc的結(jié)構(gòu)和總線連接器。
s7-300plc由多種模塊部件組成,不同功能的模塊組合在一起安裝在din導(dǎo)軌上,是控制功能更加強(qiáng)大,可以滿足不同的應(yīng)用需求。背板總線集成在各模塊上,通過(guò)總線連接器插在模塊背后,是背板總線量程一體。
4.2.2 s7-300plc在控制器中的應(yīng)用
s7-300plc接口連接圖如圖6(包括中央機(jī)架和擴(kuò)展機(jī)架)所示。
圖中fm350是一種高性能的計(jì)數(shù)功能模塊,可以用來(lái)計(jì)數(shù)和測(cè)量。對(duì)于fm350應(yīng)用到控制器中時(shí),要將脈沖電源等級(jí)開(kāi)關(guān)打到正確位置,還要對(duì)其進(jìn)行軟件配置。
4.3 s7-300plc控制的流程分析
根據(jù)門式起重機(jī)工作流程和作業(yè)要求,控制流程應(yīng)該由以下幾個(gè)流程圖組成(見(jiàn)圖7~圖11)。
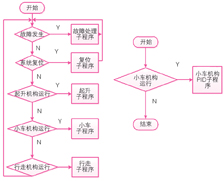
圖8主循環(huán)圖和循環(huán)中
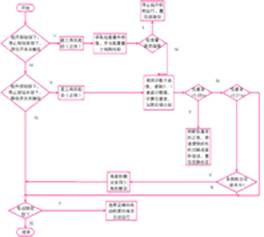
圖9 起升機(jī)構(gòu)程序流程圖
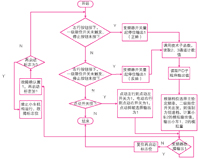
圖10 小車機(jī)構(gòu)流程

圖11 行走機(jī)構(gòu)程序流程圖和pid子程序流程圖
5 結(jié)論
本文首先分析了傳統(tǒng)起重機(jī)調(diào)速的特點(diǎn),總結(jié)提出了傳統(tǒng)方法的缺陷和不足,接著簡(jiǎn)要論述了變頻調(diào)速技術(shù),最后詳細(xì)介紹了如何將s7-300應(yīng)用到起重機(jī)控制系統(tǒng)。
門式起重機(jī)系統(tǒng)中以s7-300plc為核心,結(jié)合傳感器和一些低壓控制裝置共同組成了整機(jī)的控制系統(tǒng),控制準(zhǔn)確,反應(yīng)靈敏,操作簡(jiǎn)單,成本適中,適合大規(guī)模生產(chǎn)。
作者簡(jiǎn)介
程玉凱(1987-) 男 在讀碩士研究生,研究方向?yàn)楣╇姲踩爸悄茈娖鳌?br />
參考文獻(xiàn)
[1]王欣,高順得.大型吊裝技術(shù)與吊裝用起重設(shè)備發(fā)展趨勢(shì)[j].石油化工化工建設(shè),2005(1):58-62.
[2]吳雙玉.串級(jí)電阻調(diào)速在起重機(jī)中的應(yīng)用[j].物流技術(shù),2005(3):20-25.
[3]張德裕.起重機(jī)定子調(diào)壓調(diào)速技術(shù)[j].起重機(jī)運(yùn)輸機(jī)械,1998(11):30-32.
[4]馬寅.起重機(jī)的變頻調(diào)速[j].起重機(jī)運(yùn)輸機(jī)械,2007(12):18-19.application. industrial electronics, 2009.isie’99. proceeding of the ieee international symposium on volume3,12-16 july 2009 page(s):1485-1461 vol.3.
[5]singnose w.e, towell s.t.double-pendulum gantry crane dynamics and control. control applications,2008.proceedings of the 2008 ieee international conference on volume2,1-4 sept,2008 page(s):1205-1209 vol.2.digital object identifiers 10.1109/cca.2008.72165.
[6]西門子公司.s7-300標(biāo)準(zhǔn)功能參考手冊(cè)[z]. 西門子公司,2002(12).
