摘 要:采用S7-200型PLC作為控制核心,以直流電動機和磁粉制動器為執行元件,實現了對JHML-T1000濕式復合機運行過程的恒張力控制" title="張力控制">張力控制。系統控制過程包括按放卷控制、貼合控制、印刷控制、卷取控制四個部分。軟件采用模塊化設計思想,程序結構清晰。現場運行表明,系統運行正常,性能良好。
關鍵詞:可編程序控制器;恒張力" title="恒張力">恒張力控制;直流調速;磁粉制動器
Abstract: This paper introduces design of a strain control system applying in JHML-T1000 complex machine based on PLC. Its core control unit is SIMENS S7-200. Its executors are DC motor and magnetic particle clutch. The system implements constant strain control. All controls include rolling-down control, jointing control,printing control and curling control. The soft –ware of controls is clear in frames with models.
Key words: PLC; constant strain control; adjusting speed by DC; magnetic particle clutch
0 引言
某印刷廠的臺灣產JHML-T1000型濕式復合機原有的微機控制系統" title="控制系統">控制系統,采用各種板卡(信號采集輸入卡、各種控制輸出卡、張力控制板、顯示卡等)和總線的分散控制結構。因年代久遠和生產環境的影響以及沒有對生產過程實施有效的張力控制,引起系統的不穩定。導致產品質量和產量下降。張力控制是整機的核心,也是影響產品質量的主要因素。在復合過程中,張力控制得當,就不會產生縱向或橫向的褶皺,材料本身不會發生塑性形變。在印刷過程中,只要張力穩定,印刷的套準精度和廢品率就很容易控制。機器速度越高,張力控制就顯得越重要。要得到高質量的產品,就必須配備功能完善的張力控制系統" title="張力控制系統">張力控制系統。因此,對該復合機張力控制系統進行了全面的技術改造:用PLC為核心的控制系統取代原有的微機控制系統,以期對該設備進行穩定可靠的張力控制,從而滿足生產工藝的需要。
1 系統介紹
復合機張力控制系統結構如圖1所示。整個系統分為放卷、張力從動控制和復合、印刷與卷取主動控制兩部分。
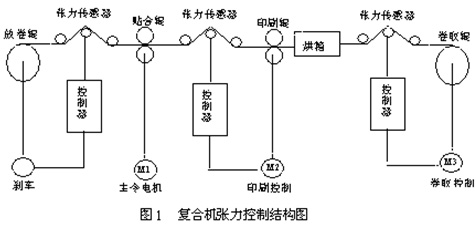
1.1 放卷張力從動控制
放卷張力控制分為兩段,即紙料與復合輥之間的張力控制和鋁箔料與復合輥之間的張力控制。放卷時均采用被動式的恒張力放卷,因此放卷過程中隨著卷徑的減小,張力要保持基本恒定,就要由磁粉制動器通過調節傳動力矩來滿足張力恒定的要求。同時因為這兩段的距離比較短,所以張力初始值的設定要小一些。值得注意的是,料卷越重,放卷張力就越大;卷徑相同時,料卷越寬,張力越大。
1.2 復合—印刷—收卷張力控制
復合—印刷—收卷張力是由復合輥、印刷輥和收卷輥之間的速度差造成的。在復合機中,通過調節復合輥電機、印刷輥電機和收卷輥電機的速度輸出來達到調節這部分的張力。除了受速度差的影響外,還與實際基材的伸縮率、厚薄變化、干燥溫度、高燥區長度、料帶的傳輸速度等因素有關。如果基材的伸縮率越大,在張力作用下越容易變形,所以應針對不同材質的基材適當調整整流輸出,改變速度差,從而得到一個合適的張力值。如果基材厚度不均勻,復合輥和印刷輥的壓力就會波動,從而造成速度的變化,也影響了張力。如果這部分的張力太小,就會出現褶皺,甚至造成堆積現象。但也不能過大,張力太大會使料帶發生變形,甚至出現縱向皺紋。
2 系統方案
針對原來工控機系統分立板卡結構的缺陷,采用以PLC為核心的張力控制系統,數字量輸入輸出采用CPU226自帶的輸入輸出和數字量擴展模塊EM221的8路輸入和EM223的16路輸入/16路輸出實現;模擬量輸入采用EM235模塊,模擬量輸出采用EM235模塊和EM232模塊。系統總體結構框圖如圖2所示。利用2臺磁粉制動器控制放卷過程的張力,4路張力檢測器實現各段張力的檢測輸入,3臺直流調速器" title="調速器">調速器實現對3臺拖動直流電機的控制,最后通過PLC完成系統的邏輯控制。

3 系統硬件
在張力控制系統的設計中,采用西門子S7-200系列小型PLC作為邏輯控制核心,通過它來控制復合機生產過程中的各個環節。通過對磁粉制動器和直流拖動電機的控制,實現生產過程恒張力控制。根據復合工藝流程順序,整個張力控制系統也可以按不同工藝過程分為如下4個部分來處理。
3.1 放卷控制
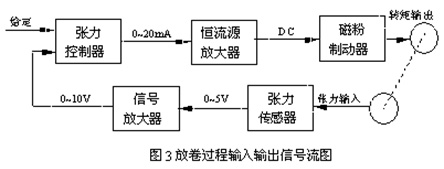
1、 放卷過程結構
放卷過程張力控制分為兩段:紙料與復合輥之間的張力控制和鋁箔料與復合輥之間的張力控制。放卷采用被動式的恒張力放卷,因此放卷過程中隨著卷徑的減小,張力要保持基本恒定,就要由磁粉制動器通過調節制動力矩來滿足張力恒定。張力傳感器檢測負載張力,經過張力信號放大器以后,送到控制器中。控制器綜合給定和反饋張力,輸出控制信號,經功率放大器驅動磁粉制動器作用到卷軸,形成張力閉環控制系統。
2、 輸入輸出信號
放卷過程輸入輸出信號流如圖3所示。裝在張力感應輥兩端的張力傳感器把感應壓力轉換為電壓信號,經過放大變成0~10V標準信號,輸入PLC模擬量輸入口。在張力控制過程中,給定值與反饋值比較后,得到一個張力偏差量e(t),經PID算法子程序" title="子程序">子程序處理后,獲得控制量u(t),經功放后驅動磁粉制動器,以此控制剎車的制動電流大小,進而控制剎車輸出制動轉矩,從而使放卷張力維持在一定的范圍,實現張力的恒定。
3.2 貼合控制
紙料和鋁箔料放卷以后,在牽引力的作用下,分別以料帶形式經過導輥。在貼合操作之前,先要進行涂布。涂布就是在料帶上涂上類似于膠水的化學物質,這樣才能進行貼合。涂布以后的紙料和鋁箔料在牽引力作用下進入貼合輥,在貼合輥和貼合輪的壓力和涂布膠水雙重作用下,紙料和鋁箔料被緊緊地粘在一起,完成貼合過程。貼合過程對PLC說是開環的。但直流調速器與直流電動機之間是轉速、電流雙閉環的邏輯無環流控制,這樣就保證了電機速度控制的精確性和穩定性,所以對直流調速器—直流電動機系統來說,仍然是閉環控制。PLC僅僅提供一個速度給定值。
3.3 印刷控制
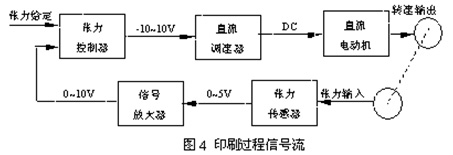
復合以后的料帶通過導輥進入印刷單元,在經過一系列印刷工序處理以后,在牽引輥施加的牽引力作用下,從印刷單元出來,進入下一道工序。在這個過程中,首先是傳感器采集到的張力信號先經過信號變送器的處理,然后進入張力控制器的反饋輸入端。在與張力給定值進行比較以后,輸出控制信號,控制直流調速器的工作。直流調速器根據張力控制器的輸出,來控制直流電動機的轉速,完成印刷過程張力的閉環控制。控制器輸入有張力反饋輸入和給定輸入,控制器輸出為速度控制輸出。輸入輸出信號流圖4所示。
3.4 貼合、印刷、卷取過程電機拖動電路
該系統的電機拖動,采用了SIEMENS公司的SIMOREGK 6RA24型全數字直流調速裝置作為直流拖動電機的驅動、控制裝置。調速系統有4個模擬量輸入口,5個模擬量輸出口,8個開關量輸入和4個開關量輸出口,其裝置軟件很容易替換。使用相當方便。
由于復合機只有短時的正反轉,其余均為正轉,其短時正反轉(點動)可以由接觸器來解決。故選擇單相限調速器。數字化調速器的控制功能是靠軟件來實現的,所以必須進行參數設置。本系統對控制精度無特殊要求,不使用測速接口。
4 系統軟件
控制系統主程序流程圖如圖5所示。

主程序首先是初始化。PLC開機首次掃描,運行開機初始化子程序,通過調用該程序完成系統存儲器有關數據的初始化。然后是電源和故障檢測輸入部分。如果電源關閉,則程序運行直接轉向結束,程序執行完畢;如果電源打開,則程序開始檢測故障輸入。如果沒有故障,則繼續下面的掃描;如果發現故障,則調用報警子程序,然后程序轉向結束,程序執行完畢。然后是自動/手動選擇。手動操作僅用于調試設備,而自動操作才用于生產。如果是手動,則調用手動操作子程序。接下來是運行與停車判斷。當輸入是停車時,則程序執行停車子程序;當輸入是運行時,則程序執行運行過程。緊接著就是變速操作。如果系統給定發生變化,則運行變速子程序,使系統不斷靠近而最終達到新的系統速度。最后是張力的PID調節部分。該部分通過控制2臺磁粉制動器和2臺直流電動機,完成系統的張力控制。
5 結束語
本系統利用SIEMENS S7-200小型PLC作為控制核心,實現了對現場信號的輸入和系統的實時控制,保證了響應的穩定性和快速性。軟件設計采用模塊化設計思想,程序結構清晰,為以后的維護和改進帶來了方便。張力控制系統是整機運行的核心,也是影響產品質量的主要因素。運行結果表明,該復合機張力控制系統運行正常,性能良好。
參考文獻:
[1] 卓如飛.高速紙機卷取部的張力測量和控制[J].紙和造紙,2001,5:23~24
[2] 陳伯時.電力拖動自動控制系統(第2版)[M].北京:機械工業出版社,2004
[3] 唐國蘭,陳凌珊,吳云忠.基于變頻器的張力控制及應用[J].包裝與食品機械,2003,5:34~36
[4] 韓翠艷,李大綱.干式復合機張力控制的研究[J].包裝工程,2004,4:184~186
[5] 王思刊.磁粉離合器在控制系統中的應用[J].電氣傳動自動化,1999,4:40
[6] 周曉平,姜建芳,蘇少鈺,陳迅.S7-200系列PLC與監控計算機通信實現的研究[J].微計算機信息,2004,1:5~7
[7] 劉世良,劉飛.凹印機張力控制系統及其應用[J].印刷技術,2000,7:30~32
[8] 劉惠一.西門子6RA24直流調速器在印刷機上的應用[J].印刷技術,2000,10:23~25
[9] Wei-Der Chang and Jun-Juh Yan.Adaptive robust PID controller design based on a sliding mode for uncertain chaotic systems[J].Chaos, Solitons & Fractals. 2005,10:66~68
[10] 鄧忠華,郭應鋒.套色印刷機械中恒張力控制策略的研究[J].輕工機械,2004,3:15~17
