
項目簡介
神龍汽車有限公司為國內三大轎車生產基地之一,其生產線及檢測線設備主要從歐洲進口,自動化程度非常高,各類SIMATIC自動化產品和軟件得到大量使用。公司95年從法國FOREST-LINE公司引進的一臺龍門式3+2軸數控仿形銑加工中心,用作汽車模具型面的加工及修改工作。因機床的 NUM760F數控系統嚴重老化,導致機床故障率高,模具加工精度差;同時由于數控系統內部功能的缺乏,導致某些特殊型面的模具加工無法完成,滿足不了新車型模具加工的需求。為此在2005年沖壓工廠對該機床的數控系統進行了改型,經過系統選型和方案比較,筆者選用了SINUMERIK系列產品:840D 數控系統和611D伺服驅動,并配以1PH7/1FT6/1FK6系列電機。本文將對SINUMERIK 840數控系統在數控仿形銑床系統改造方面的應用作一些闡述和介紹。
數控仿形銑原數控系統介紹
機床整體描述
FOREST-LINE 3+2軸數控仿形銑床為龍門式加工中心(見圖1),工作臺臺面2m×4m,載重30t,X軸行程4500mm,Y軸行程 3000mm,Z軸行程1200mm,W橫梁軸行程640mm。數控仿形銑加工中心配有刀具庫和附件庫,刀具庫為旋轉盤式,可容納30把刀具;附件庫有3 個附件頭,它們分別為:RM40多功能銑頭、AL40加長銑頭、護板銑頭。

圖1 數控銑加工中心工藝布置圖
數控仿形銑加工中心有1個主軸;7個數控軸:X軸、Y軸、Z軸、A軸、C軸、刀庫軸、附件軸;一個PLC軸:W橫梁軸。其中X/Y/Z三軸可插補聯動,若使用RM40多功能銑頭則增加A軸和C軸,C軸由主軸電機驅動,且A軸和C軸均由鼠牙盤定位;W軸為橫梁軸,不屬于數控軸,由受控于數控系統PLC的一臺 LS變頻器驅動,只有上下兩個極限位置,屬PLC軸。由以上描述知3+2軸數控仿形銑加工中心實際上指插補聯動的X/Y/Z三軸加上能實現斜面加工的A /C兩軸。X、Y、Z三軸的位置反饋采用HEIDENHAIN LB326光柵尺,經EXE進行信號轉接后聯入NUM760F。W軸橫梁軸由 LEROY SOMER變頻器進行高低兩位置的調節控制。
機床數控系統改造前配置簡述SINUMERIK 840D數控系統在數控銑上的組態描述
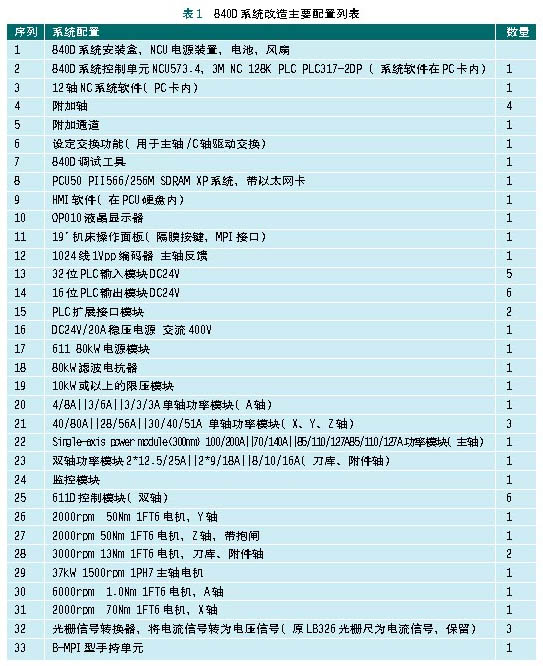
840D系統改造主要配置列表,如表1所示。

機床數控系統改造后的配置簡述
NCU 數控單元
數字控制核心NCK的硬件裝置。NCU單元集成了SINUMERIK 840D CNC CPU 和S7-300 PLC CPU 芯片,包括數控軟件和PLC軟件。數控銑系統選型為NCU573.5;
人機交互裝置
數控銑加工中心選用PCU50,其人機操作界面選用OP010及MCP,兩者建立起SINUMERIK 840D系統與機床操作人員之間的交互界面。同時配備HHU手持單元。
可編程序控制器PLC
SINUMERIK 840D系統集成了S7-300-2DP 的PLC,并通過通訊模塊IM361擴展外部的I/O 模塊。數控銑系統選型為S7-317-2DP。
驅動裝置
數控銑系統伺服驅動選型為SIMOD RIVE 611D,配以1FT6/1FK6系列進給電機和1PH7系列主軸電機。數控銑數控系統安裝布置示意圖如下如圖2所示:
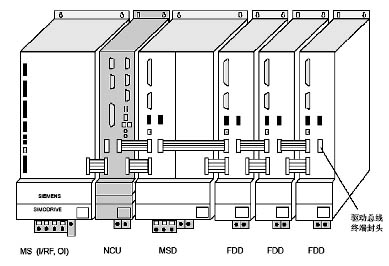
圖2 數控銑數控系統安裝布置示意圖
數控銑數控系統配置概述
外掛系統的組成
X、Y、Z三軸的位置反饋仍采用HEIDENHAIN LB326光柵尺,經SIEMENS SUV進行信號轉接后聯入840D系統。W軸橫梁軸仍采用受控于840D系統PLC的LEROY SOMER變頻器進行高低兩位置的調節控制。CAD/CAM三維圖形編程仍采用CIMATRON E,但其后置處理程序是針對840D系統重新編制的。測量系統仍采用RENISHAW測頭,但改用無線接收的找正系統。圖3示出系統配置圖。
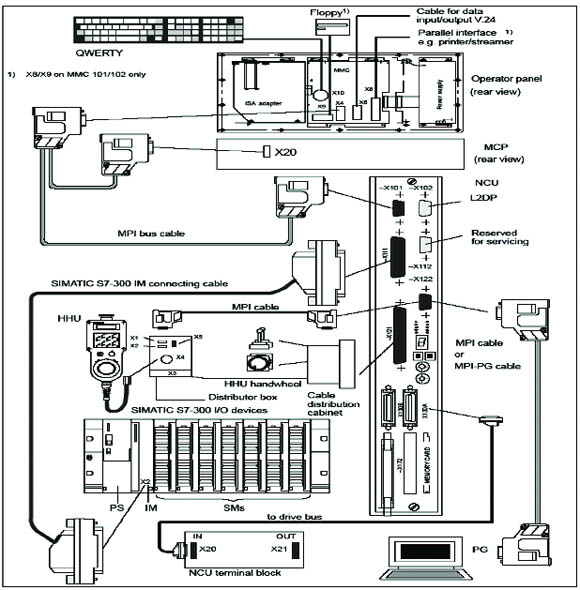
圖3 數控銑840D數控系統配置示意圖
SINUMERIK 840D系統在數控仿形銑改造中自動換刀程序的編制
在采用SINUMERIK 840D改造數控銑數控系統的工作中,自動換刀程序的編制為一個難點。在機床加工過程中,依據零件加工程序中對刀具的要求對刀庫中30把刀具中的目標刀具進行準確地選擇換刀、自動補償、自動連續加工;有時候需先退刀,然后更換合適所選刀具的附件頭,最后再掛刀加工; 有時候則需根據所要更換刀具或附件的長度要求自動調整橫梁W軸的高低位,這就是自動換刀程序要實現的功能,特別是后兩種情形較為復雜,對于換刀、換附件、橫梁換位后進行連續加工時各軸定位的精度要求非常高,故程序編制較為復雜。
宏程序的編制
數控銑系統改造中自動換刀程序主要是通過編寫宏程序,聯系相關機器參數、接口信號及PLC程序來實現的。
與自動換刀程序有關的宏程序列表如下:
CONTROL1/ CONTROL2 (保護蓋板拾起/卸下控制程序)
CONTROL3/ CONTROL4 (AL40拾起/卸下控制程序)
CONTROL5/ CONTROL6 (RM40拾起/卸下控制程序)
CONTROL7(主軸刀具返回刀庫控制程序)
CONTROL8/ CONTROL9 (系統取刀/刀具返回控制程序)
CONTROL10(刀具自動交換程序)
CONTROL11/ CONTROL12 / CONTROL13 (保護蓋板/ AL40/ RM40自動交換控制程序)
CONTROL14/ CONTROL15 (A軸夾緊/松開控制程序)
CONTROL16/ CONTROL17 (C軸夾緊/松開控制程序)
CONTROL18-CONTROL21 (C軸旋轉0/90/180/270控制程序)
CONTROL22/ CONTROL23 (橫梁上升/下降控制程序)
CONTROL35/ CONTROL36 (X,Y,Z軸/U,V軸回零控制程序)
上述與自動換刀有關的宏程序有部分被定義為M功能由零件加工程序直接編程時使用,有些則由宏程序在其內部調用,如CONTROL1-CONTROL9。
R參數在編程中的應用
在Control10自動換刀宏程序中,涉及到許多變量計算,主要包括換刀前各軸位置記憶、橫梁高低位記憶、附件頭類型記憶、刀具數據記憶等,這些數據在更換刀具、更換附件、橫梁移動完畢后經重新計算后才能保障連續加工作業的進行。在宏程序中使用R參數編程可以簡化變量計算,故宏程序中的R參數主要是在刀具交換、附件頭交換及橫梁位置控制時記憶和處理各軸的運行狀態、標志位和位置值。涉及使用的R參數定義如下:
R900/ R903/ R906 工作區附件為保護蓋板/ RL40/ RM40時,換刀時刻Y軸位置
R901/ R904/ R907 工作區附件為保護蓋板/ RL40/ RM40時,換刀時刻Z軸位置
R902/ R905/ R908 工作區附件為保護蓋板/ RL40/ RM40時,換刀時刻主軸位置
R910/ R911/ R912 換附件時,Y軸/Z軸/主軸位置
R913 橫梁高位到低位距離
R916 換刀時減速距離
R917 換刀時刀具提升距離
R918/ R919 換附件時Z軸下降/上升減速距離
R940/ R941 A軸/C軸位置
接口信號的使用
840D系統的接口信號是非常繁雜的,正確合理使用接口信號進行編程是設備穩定工作的前提,下面只針對數控銑自動換刀編程中的接口信號進行簡介。
M功能定義
與自動換刀有關的宏程序有部分被定義為M功能,M功能在零件加工程序中可以直接編程使用。連接M功能的接口信號為通道信號,因只使用了通道1,故M功能由DB21數據塊DBB194開始的后續字節解碼。涉及數控銑自動換刀的M功能對應的接口信號及定義如下:
DEFINE M6 AS CONTROL10 ( DB21.DBX194.6 )
DEFINE M31 AS CONTROL11 ( DB21.DBX197.7 )
DEFINE M32 AS CONTROL12 ( DB21.DBX198.0 )
DEFINE M33 AS CONTROL13 ( DB21.DBX198.1 )
DEFINE M35 AS CONTROL35 ( DB21.DBX198.3 )
DEFINE M36 AS CONTROL36 ( DB21.DBX198.4 )
DEFINE M10 AS CONTROL14 ( DB21.DBX195.2 )
DEFINE M11 AS CONTROL15 ( DB21.DBX195.3 )
DEFINE M20 AS CONTROL16 ( DB21.DBX196.4 )
DEFINE M21 AS CONTROL17 ( DB21.DBX196.5 )
DEFINE M125 AS CONTROL22 ( DB21.DBX194.6 )
DEFINE M126 AS CONTROL23 ( DB21.DBX194.6 )
DEFINE M173 AS CONTROL18 ( DB21.DBX194.6 )
DEFINE M174 AS CONTROL19 ( DB21.DBX194.6 )
DEFINE M175 AS CONTROL20 ( DB21.DBX194.6 )
DEFINE M176 AS CONTROL21 ( DB21.DBX194.6 )
宏變量定義
宏程序中的R參數主要是在刀具交換、附件頭交換及橫梁位置控制時記憶和處理各軸位置值,而機床動作的標志位有很大一部分是由宏變量來處理的,與自動換刀程序有關的宏變量定義如下:
$A_IN[10] ==1 ( DB10.DBX123.1 ) 主軸頭松刀
$A_IN[12] ==1 ( DB10.DBX123.3 ) 主軸頭握刀
$A_IN[13] ==1 ( DB10.DBX123.4 ) 橫梁低位
$A_IN[14] ==1 ( DB10.DBX123.5 ) 橫梁高位
$A_IN[15] ==1 ( DB10.DBX123.6 ) 刀庫門開
$A_IN[16] ==1 ( DB10.DBX123.7 ) 主軸握刀刀具號
$A_IN[17] ==1 ( DB10.DBX125.0 ) 蓋板在位
$A_IN[18] ==1 ( DB10.DBX125.1 ) AL40在位
$A_IN[19] ==1 ( DB10.DBX125.2 ) RM40在位
$A_IN[20] ==1 ( DB10.DBX125.3 ) 附件庫門開
$A_IN[21] ==1 ( DB10.DBX125.4 ) 附件庫空
$A_IN[22] ==1 ( DB10.DBX125.5 ) 中心松頭
$A_IN[23] ==1 ( DB10.DBX125.6 ) 外圈松頭
$A_IN[24] ==1 ( DB10.DBX125.7 ) 主軸還刀
$A_IN[36] ==1 ( DB10.DBX129.3 ) 附件頭為蓋板
$A_IN[37] ==1 ( DB10.DBX129.4 ) 附件頭為AL40
$A_IN[38] ==1 ( DB10.DBX129.5 ) 附件頭為RM40
$A_IN[39] ==1 ( DB10.DBX129.6 ) 主軸帶附件頭
信息報警接口信號簡述
數控機床故障報警信息在機床維修時可提供技術參考,指明維修方向,所以編制完整準確的故障報警信息尤為重要。在數控銑系統改造過程中,除系統所具有的故障報警信息外,我們還編制了大量的用戶報警信息。
數控銑用戶報警信息主要分為兩部分:
以65000開始的故障信息主要在宏程序中編制,出故障時需調看相應宏程序內宏變量的狀態,宏變量對應的接口信號如上節所述。涉及自動換刀的該類故障報警有10條。
以700000開始的故障信息主要在PLC程序中編制,其對應的接口信號區域為DB2.DBB180——DB2.DBB379。涉及自動換刀的該類故障報警有32條。
STEP 7程序結構簡述
SINUMERIK 840D系統集成了S7-300-2DP 的PLC,并通過通訊模塊IM361擴展外部的I/O 模塊。PLC程序采用STEP 7 編程。因數控銑自動換刀程序主要是采用宏程序編制的,故在此只對STEP 7程序中用戶編制的功能塊及數據塊的定義作一個簡述:
FC32 系統初始化
FC33 X/Y/Z進給軸
FC34/ FC35 A軸/主軸
FC36/ FC37 刀庫U軸
FC38 附件庫V軸
FC39 PLC-NCK接口信號
FC40 機床液壓、潤滑系統
FC41/ FC42 橫梁W軸
FC45/ FC46 C軸
FC68 HHU手持單元
FC70 報警處理
FC71/FC73 用戶故障報警
FC72/FC74 用戶信息報警
DB2 PLC信息
DB10 NCK接口
DB11 工作方式組接口
DB21 NC通道接口
DB31/DB32/DB33 X軸/Y軸/Z軸
DB34/DB37 C軸/A軸
DB35/DB36 U軸/V軸
機床數據
840D數控系統機床數據是非常繁雜的,正確合理地配置機床數據是設備穩定工作的前提,配置調試機床數據需要豐富的現場經驗和技巧,在這里就不對數控銑的機床參數一一描述了,只針對SINUMERIK 840D系統機床數據的區域分類進行簡介。
840D系統機床數據可分為如下幾個區域:
1000-1799 驅動機床數據
9000-9999 顯示機床數據
10000-18999 通用機床數據
20000-28999 通道機床數據
30000-38999 軸機床數據
41000-41999 通用設定數據
42000-42999 通道設定數據
43000-43999 軸設定數據
SIEMENS產品的應用體會
神龍汽車公司屬歐資公司,設備多由歐洲進口,故設備的自動化系統多為歐洲產品,且以大型機和總線產品居多,其中SIEMENS的SIMATIC自動化產品和SINUMERIK數控產品在設備中得到大量使用。在自動化生產線上,我們廣泛使用SIMATIC自動化產品:S7-400 PLC(H級和F級),各類I/O模塊、功能模塊及網絡產品、各種類型的OP/MP人機操作面板、WINCC工控機、MICROMASTER變頻器等產品,一些特殊設備如ABB機器人、INTRAMAT-CLM/CLC運動控制器等系統均配有PROFIBUS通信板以聯入SIMATIC系統;在沖壓模具加工、發動機及變速箱制造等機加工設備上我們廣泛使用SINUMERIK數控產品,且多為高端的840D系統。
通過SIEMENS家族中這兩大類產品的使用,我們體會到:SIMATIC自動化產品和SINUMERIK數控產品雖屬不同類別的產品,但兩者間聯系十分緊密,以840D系統為例:SINUMERIK 840D的PLC實際上是SIMATIC的S7-300集成在NCU內部;NCU與系統其它部件的聯系也是通過SIMATIC產品的標準通信協議PROFIBUS-DP及MPI來完成的;通過PROFIBUS擴展的I/O模塊及功能模塊也是SIMATIC的標準產品;STEP 7是SIMATIC S7-300/400的編程工具,也是SINUMERIK 840D PLC的編程工具,其硬件配置、網絡組態、程序編制均一樣;PROTOOL可以為SIMATIC的OP/MP人機面板編制圖形,也可為SINUMERIK 840D的HMI開發圖形界面……,凡是熟練使用過SIMATIC軟件的工程師都能夠很快地學習掌握SINUMERIK的產品選型、網絡組態、設計編程等技巧。
接觸和學習SIEMENS自動化產品已有十余年了,從早期的S5 PLC到現在的各類SIEMENS產品,從軋鋼設備到汽車生產設備,熟悉和掌握自動化產品及數控產品的編程設計是鋼鐵聯合企業及汽車生產廠家設備工程師所必需的,SIEMENS全系列產品為此提供了一個很好的平臺,所以我對SIEMENS倡導的“全集成自動化”理念又多了一層理解:“全集成”不僅是項目的集成,也是產品的集成 ,就向汽車廠家的“平臺理論”一樣,它們將是一個公司、一個行業未來產品發展的風向標。
結語
數控銑加工中心數控系統改造工作于2005年8月正式完工并交付使用,并擔負著繁重的新車型模具加工工作,無論是從系統穩定性,還是從系統功能上看,840D數控系統與FOREST-LINE機床融為一體,表現出卓越的品質。鑒于SINUMERIK 840D在數控仿形銑加工中心系統改造上成功的應用,我們在工廠二期能力擴建項目的新設備選型及舊設備改造方面均把SIEMENS產品列為首選,我們的理念是:用世界一流的設備制造中國一流的轎車。