
摘要:本文介紹了中達電通最新推出的PUTNC-H6系列通用數(shù)控系統(tǒng)在數(shù)控凸輪軸高速磨床上的應用。通過選擇H6數(shù)控系統(tǒng),在提高凸輪軸磨削質(zhì)量、提高加工精度和效率、安全防護等方面均有了很大的提升。
Abstract:This article describes the Delta PUTNC-H6 general CNC applications in high-speed CNC camshaft grinding machine. By selecting PUTNC-H6 CNC, grinding machine tools to improve the quality of the camshaft, higher precision and efficiency, security and so have a lot of progress.
關(guān)鍵詞:凸輪軸 磨削 CNC 安全防護
Key Words:Camshaft Grinding CNC Security
1.引言
數(shù)控凸輪軸高速磨床是生產(chǎn)汽車和發(fā)動機凸輪軸(見圖1)的主要加工工具,主要用于凸輪軸的非圓輪廓高精度加工,對加工磨床的加工精度要求很高。
本文中選用了中達PUTNC-H6系列通用數(shù)控系統(tǒng)的機床通過數(shù)控系統(tǒng)來實現(xiàn)控制砂輪架進給、靠模換片、工作臺移動和砂輪修整等運動控制。可根據(jù)需要選擇最合理的砂輪修整次數(shù)和修整量來提高表面磨削質(zhì)量,降低砂輪消耗。砂輪主軸系統(tǒng)采用最新的線速度模型,可以根據(jù)砂輪直徑修正變化和線速度工藝要求自動補償,來實現(xiàn)恒線速磨削,大幅度提高加工精度和效率,避免凸輪軸磨削時易發(fā)生的表面燒傷。
機床主傳動系統(tǒng)采用交流伺服電機和滾珠絲桿結(jié)構(gòu),進給精確,動作可靠。同時機床具有多種自動保護功能,有效提高了設(shè)備的安全性。

圖1 凸輪軸
2.PUTNC-H6通用數(shù)控系統(tǒng)介紹
PUTNC-H6通用數(shù)控系統(tǒng)(圖2),是中達電通結(jié)合前期H4系列通用數(shù)控系統(tǒng)在產(chǎn)業(yè)機械上應用的成功經(jīng)驗而研發(fā)的通用型數(shù)控系統(tǒng),具有以下特點:
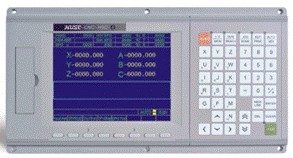
圖2 PUTNC-H6通用數(shù)控系統(tǒng)
1) 分體式設(shè)計,可選配第二輔助操作面板,H6系列接口采用高清晰彩色8"英寸LCD液晶顯示,H6CL系列更采用10"LCD液晶顯示,顯示的分辨率和色彩的明亮度都較早期H4系列產(chǎn)品有大幅提升;
2) 最新PLC軟件和LCD接口編輯軟件,可以根據(jù)不同機床工藝要求任意修改接口,可以為不同的產(chǎn)業(yè)機械打造客制化控制方案;
3) 數(shù)控系統(tǒng)可以自動識別電壓或者脈沖控制方式,分辨率可設(shè)定至7 位數(shù),任何軸向均可外接光柵尺,實現(xiàn)全死循環(huán)控制架構(gòu),最大響應頻率2000kpps,控制精度更高;
4) 當數(shù)控系統(tǒng)的命令控制方式為脈沖類型、開環(huán)控制方式時,也同樣具有編碼器脈沖回授功能,用以比對伺服軸是否到位,有效防止撞機;
5) 相對于以往中達電通數(shù)控系統(tǒng),優(yōu)化的加減速曲線模型,0.5μs的處理響應,能夠?qū)Φ毒呗肪€平滑處理,有效降低加工零件的表面粗糙度;
6) 支持第二組軟件限位功能,能夠通過PLC切換;
7) PLC輸入和輸出采用最新的分體式通訊模塊,可以自由組合擴充,輸入點的開關(guān)類型支持NPN和PNP兩種類型自動識別。
3.凸輪軸工件的加工工藝
該磨床的數(shù)控系統(tǒng)控制3個伺服軸,其中X軸驅(qū)動砂輪架縱向進給,用以決定凸輪的磨削尺寸;Z軸驅(qū)動橫向位移工作臺位移,用以更換凸輪位置;Y軸驅(qū)動靠模伺服,用以更換相應的凸輪靠模。整改凸輪的加工方法類似于仿行加工。凸輪加工的精度要求在最大升程誤差≤0.05mm,凸輪表面粗糙度低于0.4μ。
4.砂輪的修整補償功能實現(xiàn)
磨削加工不同于車削加工,砂輪是由磨料顆粒和粘接劑壓制成的圓輪,用來磨削工件的表面。在磨削加工過程中,砂輪與工件是面與面的接觸,磨料的顆粒和粘合劑會脫落砂輪本體,從而使砂輪表面凹凸不平,修整就是利用金剛石刀具去除砂輪表面的不平,使砂輪變銳。當砂輪修整后,砂輪的直徑就會發(fā)生相應的減小,因此需要砂輪的修整補償功能。見圖3。
中達PUTNC-H6數(shù)控系統(tǒng)利用LCD開放的特點,可以將用戶所需的工藝參數(shù)歸集在同一個界面中。中文注釋說明和對談式的數(shù)據(jù)輸入接口,使操作者可以非常方便地輸入工藝參數(shù)。
同時,當調(diào)用磨削程序時,數(shù)控系統(tǒng)可以利用豐富的宏程序運算指令,實現(xiàn)砂輪補償?shù)臄?shù)學運算。

圖3 砂輪修整設(shè)定圖
5. 砂輪線速度設(shè)定
凸輪在修整后,砂輪的直徑會發(fā)生減少,早期的西門子802C數(shù)控系統(tǒng),因為數(shù)控的底層變量并不開放給機械制造商,所以設(shè)計人員只能夠設(shè)定主軸變頻器的來源為變頻器面板控制,由外部端子來進行速度切換,主軸轉(zhuǎn)速需要根據(jù)一個EXCEL表格,事先計算出變頻器頻率,再到變頻器面板上進行相應的參數(shù)修改,十分繁瑣。
使用中達電通H6數(shù)控系統(tǒng)的解決方案,主要應用了該型號數(shù)控系統(tǒng)底層變量開放和PLC開放運算的特點。根據(jù)砂輪主軸系統(tǒng)線速度模型公式,用戶只需在更換新砂輪時,輸入相對應的砂輪直徑和砂輪的線速度,數(shù)控系統(tǒng)就可以自動根據(jù)砂輪直徑修整變化值和線速度工藝要求自動進行補償修整,從而實現(xiàn)砂輪的恒線速磨削。砂輪相關(guān)參數(shù),直接在數(shù)控系統(tǒng)上設(shè)定計算,由模擬量電壓控制變頻器運行,從而無需修改變頻器參數(shù),大幅度提高加工精度和效率,避免了凸輪軸磨削時易發(fā)生的表面燒傷。見圖4。
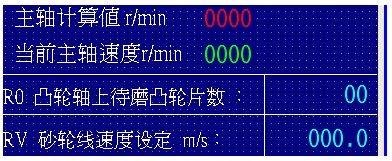
圖4 砂輪線速度設(shè)定圖
6.安全防護上的改進
早期的西門子802C方案,因為數(shù)控接口沒有開發(fā),操作者使用時需要在手動模式先示教修整砂輪后,用筆記錄下當前坐標,在折返R參數(shù)接口填寫相應的數(shù)據(jù),且輸入數(shù)據(jù)無中文注釋,有時會出現(xiàn)數(shù)據(jù)輸入出錯,引發(fā)撞車,而碎掉砂輪。有時則因為操作人員未注意工件和金剛筆的高度落差,位移X軸,直接撞擊高速砂輪面造成高速運行的砂輪破裂飛出,從而引發(fā)安全危險。
中達數(shù)控系統(tǒng)的方案從3個方面入手解決了這個問題。
1) 數(shù)據(jù)示教方法設(shè)定,不需繁瑣的接口操作。以圖3中砂輪修整接口為例,操作者只需要移動到圖示金剛筆的起點的相應位置,點擊按鍵“R34/R46”,數(shù)控系統(tǒng)就會自動將當前的X、Z軸的機械坐標,直接賦值到對應的關(guān)鍵工藝變量,不給操作者設(shè)定的機會,從而將設(shè)定錯誤的風險降低為0。對于其他次要的相關(guān)工藝參數(shù),在集中在同一個中文參數(shù)接口中,采用圖標設(shè)定接口,大大降低了設(shè)定錯誤的幾率。
2) 利用系統(tǒng)自身的兩組軟限位,實現(xiàn)金剛筆修整位置和工件磨削位置動態(tài)軟限位功能。因為CNC對于NC程序的處理,是采用預讀的機制來處理CNC運動的軌跡,當CNC預讀的軌跡數(shù)據(jù)大于CNC設(shè)定的軟限位時,數(shù)控系統(tǒng)便會先期發(fā)出報警,并禁止軸向運行,從而起到安全保護的作用。根據(jù)這一點,我們結(jié)合H6數(shù)控系統(tǒng)具有兩組軟限位的功能,及利用PLC的邏輯功能,判斷Z軸工作臺的位置,從而確定開啟相應區(qū)域X軸的安全軟限位。這樣金剛筆修正和工件磨削時,都有軟件保護,從而徹底避免高速撞擊。同時,我們還利用H6數(shù)控系統(tǒng)的數(shù)學運算功能,在軟限位設(shè)定值初次設(shè)定后,根據(jù)砂輪修正后直徑變化,自動修正"X軸"系統(tǒng)軟限位值,做到全程的安全保護。如圖5所示。
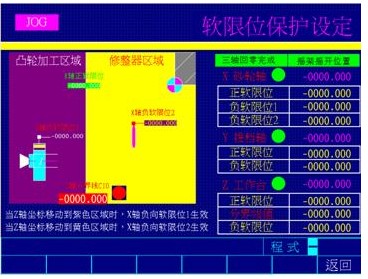
圖5 軟限位保護設(shè)定圖
3) MPG手搖輪測試。MPG手搖輪測試也是H6數(shù)控系統(tǒng)的一大特點,利用這一個特點,操作者在首次設(shè)定參數(shù)后,在程序測試模式下運行NC程序,數(shù)控系統(tǒng)會以NC規(guī)劃的路徑方向運行。但是進給速率完全由操作者轉(zhuǎn)動手輪運行的快慢確定,當發(fā)生機械干涉時,操作者只要停止旋轉(zhuǎn)手輪,數(shù)控系統(tǒng)就會停止進給,從而完全避免參數(shù)設(shè)定錯誤,引起的撞機。
7. 中達數(shù)控H6和西門子數(shù)控802C 方案比較
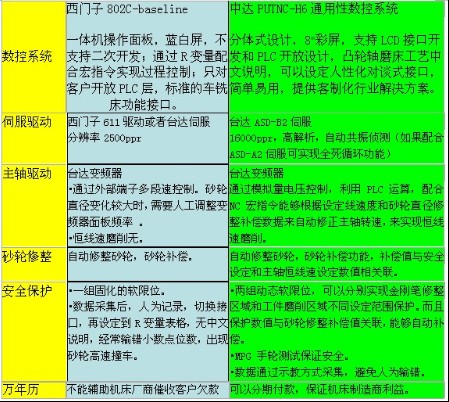
首次表1中清楚明了地表現(xiàn)力使用中達PUTNC-H6數(shù)控系統(tǒng)和使用西門子802C數(shù)控系統(tǒng)兩者之間的不同。
表1 使用西門子802C與中達PUTNC-H6數(shù)控系統(tǒng)的方案對比
8.結(jié)束語
本文從機理上概述了H6系統(tǒng)在凸輪軸磨床上的應用特點。對于機床制造商而言,中達電通為其運用量身定度的控制解決方案,完全能夠?qū)崿F(xiàn)原有方案的控制要求,同時又可以根據(jù)機床最終使用者遇到的實際情況,站在最終用戶的角度去思考問題,提出獨樹一幟的解決方案,這就是中達電通H6數(shù)控系統(tǒng)的核心競爭力。
作者簡介:
張廣偉,1976年9月出生,畢業(yè)于洛陽拖拉機學院 數(shù)控技術(shù)專業(yè)。現(xiàn)任中達電通股份有限公司伺服數(shù)控產(chǎn)品開發(fā)處高級應用工程師,從事伺服數(shù)控產(chǎn)品的應用支持和產(chǎn)品營銷工作,14年電氣相關(guān)職業(yè)生涯。