
摘要:為滿足埋弧焊過程弧長實時穩定控制要求,研制了以高速微處理為核心的微機控制系統和一套開關式的送絲調速系統。引入通過模糊目標隸屬函數調節修正函數來調整模糊控制規則的模糊控制算法,設計了以模糊控制為核心的埋弧焊過程電弧智能控制系統。在實驗的基礎上討論了模糊控制的修正函數對系統性能的影響,合理的控制參數直接影響焊接質量。實驗表明,該系統采用模糊控制在焊縫成型以及過程穩定等方面都有較大提高。
關鍵詞:埋弧焊;弧長;微機控制;模糊控制
l 前言
焊接過程電弧弧長的穩定對焊接質量至關重要。目前,埋弧焊弧長的調節控制主要有兩種:一種是實時調節電流改變焊絲熔化速度,從而控制弧長,抑制擾動;另一種是弧壓或電流反饋實時調節送絲速度,采用PID控制弧長等參數以穩定焊接過程。而這兩種方法在對粗絲大電流工作條件下存在動態響應慢、焊接過程穩定性差等缺點,難以實現高質量控制。模糊控制作為一種智能控制策略,在弧焊電弧穩定性控制的應用具有諸多優點,如無需建立被控對象的數學模型,較易建立語言變量的控制規則,系統魯棒性強,尤其適用于非線性、時變、滯后系統的埋弧自動焊弧長的控制。為此,在研究單片機控制的埋弧自動焊裝備基礎上,引入基于修正因子的模糊控制策略,采用弧壓反饋方式,以送絲速度為控制量,弧壓為被控制量,研究埋弧自動焊弧長模糊控制器。
2 系統硬件設計
埋弧自動焊系統硬件設計是由容量l 000 A、主頻20 kHz的IGBT逆變電源為主機、電源驅動電路、送絲驅動電路、單片機控制系統組成,如圖1所示。其中電源驅動電路由以SG3525為核心的PWM脈寬調制電路、隔離電路、過流保護、過壓,欠壓保護電路組成。送絲驅動控制電路由以SG3525為核心的開關式調速電路組成。單片機及其外圍電路由以DS80C320為核心的微機系統、A/D轉換、D/A轉換、隔離電路、鍵盤給定顯示電路組成。

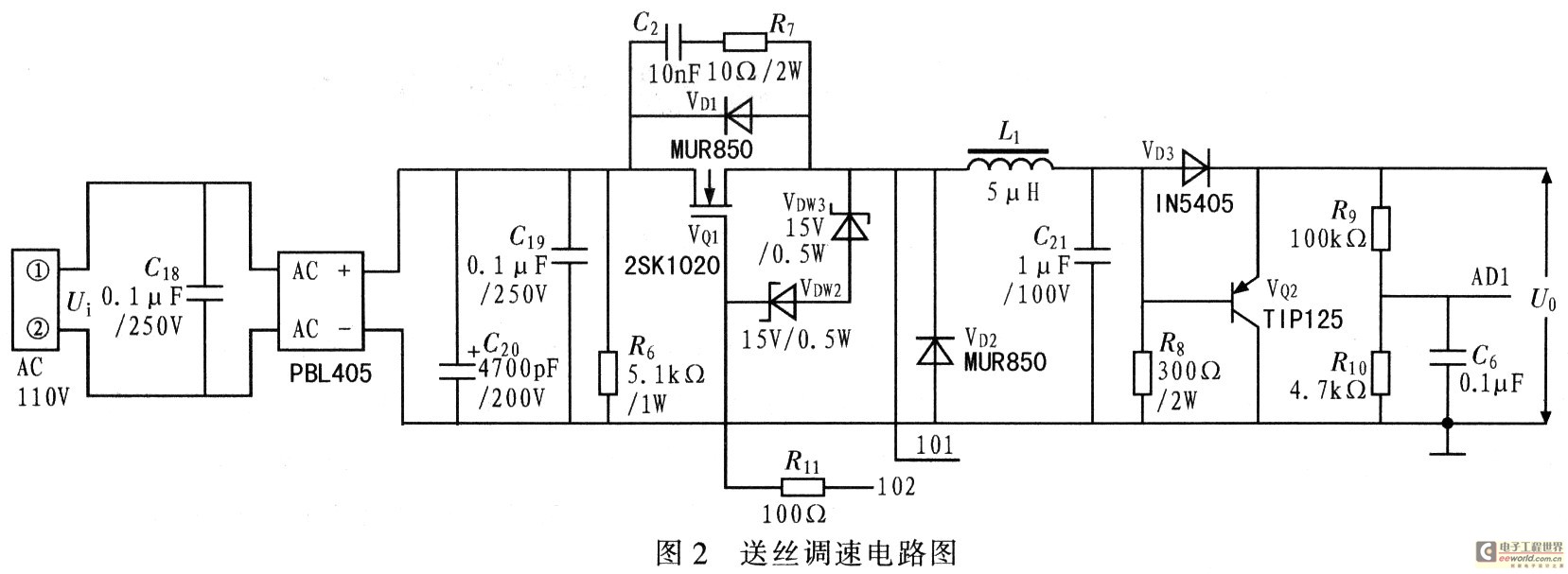
2.1 送絲調速電路
系統采用開關式送絲調速系統,送絲機驅動為110 V直流印刷電機。其開關式送絲調速系統的主電路如圖2所示。其工作原理:輸入電壓Ui經整流濾波后為有紋波的直流電壓,然后提供給MOSFET,MOSFET由PWM控制電路提供的驅動信號而處于開關狀態,將直流電壓轉換為脈沖電壓,再通過輸出電感得到輸出電壓U0,通過調節驅動信號的輸出占空比,就可調節輸出電壓的大小。該電路的PWM控制電路采用脈沖寬度調制器SG3525得到PWM信號,通過電樞電壓負反饋來保持電樞電壓的穩定,從而實現轉速的自動調節。該送絲系統經實測送絲速度范圍為0~24 m/min,送絲平穩可靠,可滿足埋弧焊的送絲和抽絲控制要求。

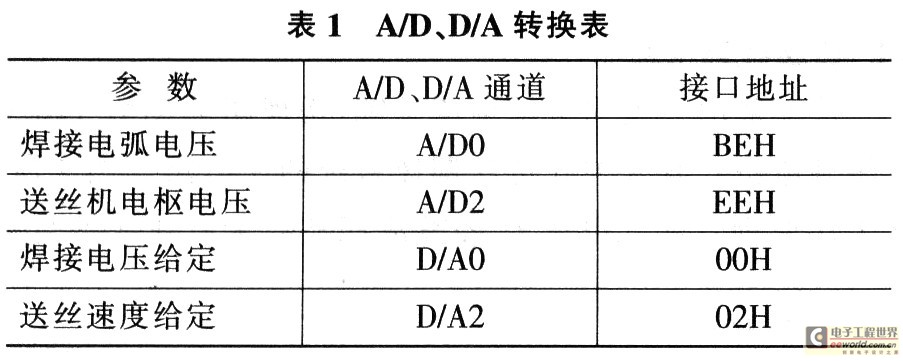
采樣電路采用MAX118。MAX118是MAXIM公司的8位8通道的跟蹤保持A/D轉換器,具有轉換速度高、功耗低、轉換誤差小的優點。MAX118可直接與單片機數據總線和I/O接口連接,不需另加接口電路,主要用于焊接過程電弧電壓、送絲電動機采樣,D/A轉換電路采用兩片AD7528。AD7528是德州儀器公司的雙路、8位數模轉換器,具有轉換速度快、線性度誤差小、功耗低的特點。兩片AD7528主要用于小車速度給定,送絲電機電驅電壓,電弧電壓給定,如表1所示。
3 系統軟件設計
系統控制軟件是實時控制的核心,系統控制軟件設計采用模塊化程序設計技術。控制軟件主要由焊前準備、引弧控制、焊接階段控制、收弧控制等4部分組成。
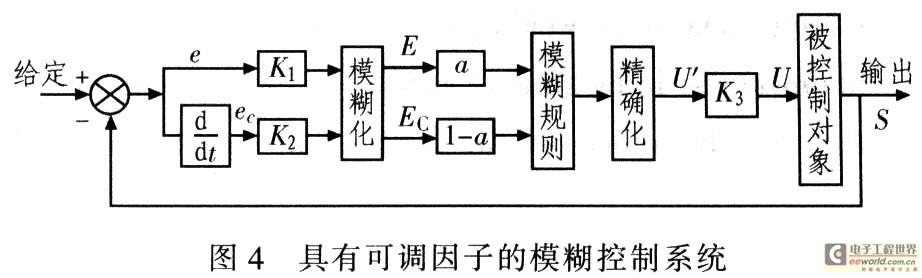
圖4示出該控制系統模糊控制原理。其中模糊控制器引入了帶自調整函數的模糊控制規則,即引入一個可調整因子a,代入FUZZY控制算法U=(E+Ec)/2可得:
U=[aE+(1-0)Ec] (1)
式中:a∈(0,1)。通過調整a,改變誤差E和誤差變化率Ec對控制量的加權程度,從而調整控制規則。進而改善系統控制效果。
通常控制系統的目標是輸出與給定相等,因此提出模糊控制目標使誤差E靠近于0,取其隸屬函數為Cμ=exp(-ke2)。其修正系數為:

偏差大時,a較大,系統能盡快消除E;偏差小時,a較小,系統能盡快趨于穩態。根據模糊目標的隸屬函數調節a,從而達到調整控制規則的目的。可拋開控制表,直接根據偏差E和偏差變化率Ec的論域值E和Ec,通過公式求得控制量U和論域U',從而實現對系統控制規則的在線調整。
在以單片機為控制器實現模糊控制時,將變量離散化,歸一化量程:
焊接電弧電壓:51.2 V……FFH,即0.2 V……01H;送絲電機控制電壓:3.8 V……FFH,即0.023 V……01H。
采用公式計算方法,模糊控制實現程序如圖5所示。

4 實驗
將編寫好的模糊控制算法移植入單片機,并與埋弧自動焊焊機(1000逆變電源+變速送絲機)組成試驗平臺,采用相同規范、不同K值進行模擬負載和工藝實驗。
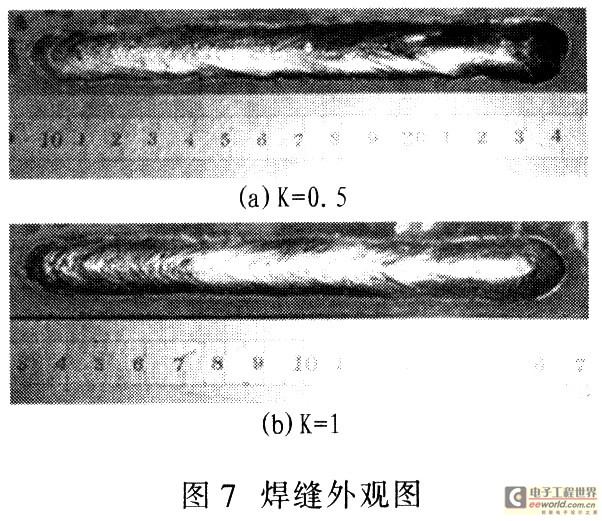
圖6(a)、(b)分別是在K=0.5和K=1、弧壓為35 V、電流600 A的情況下,初始模擬負載為0.03 Ω,突變后模擬負載為0.09 Ω實測的電壓響應曲線。當模擬負載突變時,K=0.5的情況下,過渡時間約為0.075 s,當K=1的情況下,過渡時間約為0.1 s,說明模糊控制的送絲系統具有良好的動特性和外特性。圖7(a)、(b)所示的是給定焊接電壓35 V,電流600 A,焊接速度為0.6 m/min,不同K值的焊縫外觀圖。

試驗表明,采用模糊控制系統,焊接過程穩定,焊縫成型好,而且K值越大,修正函數a值隨著誤差遞增越快,誤差E的控制作用相對增強,動態響應速度快。
5 結論
為滿足埋弧焊過程控制要求,研制了以單片機DS80C320為核心的微機控制系統和一套PWM可逆調速電機驅動系統,并引入了模糊控制算法,設計以模糊控制為核心的埋弧焊過程電弧智能控制系統。通過實驗討論模糊控制的修正函數對系統性能和焊接質量的影響。實驗表明,采用模糊控制系統在焊縫成型以及過程穩定等方面都有較大提高,模糊智能控制方式可有效運用于埋弧焊過程控制。