
摘要:本文主要介紹基于臺達" title="臺達">臺達自動化產(chǎn)品的圓網(wǎng)印花機整體系統(tǒng)解決方案。臺達圓網(wǎng)印花機整體系統(tǒng)解決方案,主要通過工業(yè)控制網(wǎng)絡(luò)DeviceNet實現(xiàn)各色系的I/O控制;通過CANopen實現(xiàn)伺服數(shù)據(jù)的讀寫;同時通過獨有的脈沖By-Pass功能實現(xiàn)12色伺服的同步控制" title="同步控制">同步控制。經(jīng)現(xiàn)場實際生產(chǎn)驗證,臺達完善的工業(yè)控制網(wǎng)絡(luò),尤其是伺服內(nèi)建獨特動態(tài)誤差修正功能可保證劇烈加減速不跑花。此系統(tǒng)方案的成功應(yīng)用,有效地推動了國內(nèi)圓網(wǎng)印花機的性能提升。
關(guān)鍵詞:同步控制 相位調(diào)整對花 電子凸輪" title="電子凸輪">電子凸輪 糾偏 DeviceNet CANopen
一、圓網(wǎng)印花機簡介
1.圓網(wǎng)印花機原理
圓網(wǎng)印花機是一種使用圓形鎳網(wǎng)在白色坯布上連續(xù)印制各色圖案專用加工設(shè)備,工作原理類似套色印刷機。圓網(wǎng)印花機是篩網(wǎng)印花一種。如圖1所示。
圓網(wǎng)印花機按圓網(wǎng)排列方式可分為:立式、臥式和放射式三種,其中使用最普遍的是臥式圓網(wǎng)印花機。圓網(wǎng)印花機與其他設(shè)備組成聯(lián)合機使用,一般印花車速為30~80m/min。廣泛用于棉織物、化纖及其混紡織物和一般針織物、絲織物的印花。

圖1 圓網(wǎng)印花機外觀
2.印花園網(wǎng)規(guī)格參數(shù):
印花圓網(wǎng)是在涂布感光膠的鎳網(wǎng)上通過照相制網(wǎng)獲得的。如圖2所示。
圓網(wǎng)周長(D):640mm、726mm、 820mm、 914mm、1018mm。
工作幅度(W):1280mm、1620mm、1850mm、2400mm、2800mm、3200mm。
套色數(shù)目:6、12、16、20、24。
印品種類:機織或針織的純棉、化纖即其混紡布、無紡布、毛巾布、植絨布、絲綢
車 速:5~100 m/min
印花精度:0.1mm
圖2 圓網(wǎng)外形圖
3.圓網(wǎng)印花機主要裝置功能
⑴進布裝置:保證按要求的速度和張力將織物從布卷或布箱中無褶皺地導(dǎo)入到導(dǎo)帶的準(zhǔn)確位置上。
⑵印花導(dǎo)帶:起作用在于將織物向前導(dǎo)送。
⑶對花裝置:對花裝置可使安裝在網(wǎng)座上的所有圓網(wǎng)迅速組成一個完整的圖案花型,共包含以下三個調(diào)整系統(tǒng):
縱向調(diào)整:在印花過程中,通過圓網(wǎng)傳動電機的差動,對圓網(wǎng)進行縱向調(diào)整;
橫向調(diào)整:由一個對花電機帶動減速機通過偏心塊拖動網(wǎng)架,作橫向調(diào)整;
斜向?qū)钦{(diào)整:由另一個對花電機帶動減速機通過偏心塊拖動網(wǎng)架,作斜向調(diào)整。
⑷圓筒鎳網(wǎng):簡稱圓網(wǎng),由鎳網(wǎng)膠接在悶頭上制成,是印花的主要部件,通過刮刀將圓網(wǎng)圖案轉(zhuǎn)印至織物。
⑸烘房裝置:主要用于印花織物的干燥。
⑹落布裝置:把烘干的織物用正確的速度,以適當(dāng)?shù)膹埩暮娓刹糠炙统觯M入布箱。
4.設(shè)備工藝流程
圓網(wǎng)印花機主要工作流程,如圖3所示。
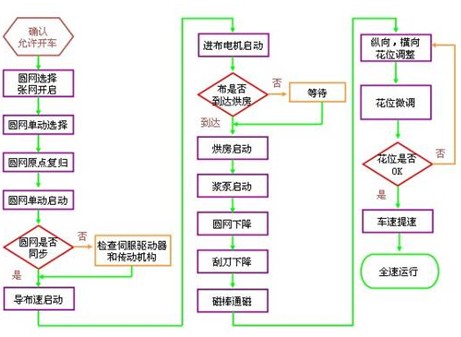
圖3 圓網(wǎng)設(shè)備工藝流程
二、控制系統(tǒng)設(shè)計原理
該系統(tǒng)涵括12臺伺服、9臺變頻、25臺HMI,為了便于系統(tǒng)控制和維護,每個色系均采用單獨的PLC進行I/O" title="I/O">I/O點的控制。由于每個色系有1個INPUT和5個OUTPUT,故選用DVP-14SS PLC,12個色系子PLC通過臺達現(xiàn)場總線DeviceNet與主控PLC進行通訊。由于系統(tǒng)I/O點較多,且采用網(wǎng)絡(luò)控制,所以主控PLC選用DVP32EH-L,圓網(wǎng)伺服的控制采用CANopen工業(yè)控制網(wǎng)絡(luò),實現(xiàn)與主控PLC的數(shù)據(jù)傳輸。導(dǎo)帶由主控PLC通過模擬量實現(xiàn)速度控制,完成進步、烘房、出布。電機由同步控制器實現(xiàn)與主軸的同步控制。主控人機界面選用色彩絢麗、功能豐富的A系列10.4in超大屏幕觸控面板,通RS485與主控PLC進行通訊,實現(xiàn)數(shù)據(jù)的采集與交換。
圓網(wǎng)采用具有網(wǎng)絡(luò)型、高解析度、高響應(yīng)的A2系列運動控制型伺服獨立控制每色圓網(wǎng)。由于工藝要求12臺圓網(wǎng)與主軸同步,所以本系統(tǒng)采用A2伺服內(nèi)建電子凸輪功能和脈沖By-pass功能實現(xiàn)與主軸的同步控制。即主軸編碼器直接輸入12臺伺服,實現(xiàn)所有圓網(wǎng)與主軸導(dǎo)帶的同步。
三、臺達系統(tǒng)應(yīng)用解決方案
1.臺達系統(tǒng)控制架構(gòu)
本系統(tǒng)主要由臺達B系列高端HMI、網(wǎng)絡(luò)型PLC、變頻器以及智能型運動控制伺服A2組成,其系統(tǒng)架構(gòu)如圖4所示。

圖4 臺達圓網(wǎng)系統(tǒng)控制架構(gòu)
2.圓網(wǎng)伺服架構(gòu)
圓網(wǎng)印花機主機部分是整個機臺的核心工藝,工藝難點在于12軸圓網(wǎng)的同步控制。基于臺達ASDA-A2系列高性能" title="高性能">高性能伺服驅(qū)動器的圓網(wǎng)主機控制系統(tǒng),憑借其內(nèi)置電子凸輪功能和強大的脈沖By-pass功能即可實現(xiàn)圓網(wǎng)的同步控制。運動控制程序有A2伺服單獨完成,伺服與上位控制器之間采用CANopen網(wǎng)絡(luò)通訊,實現(xiàn)邏輯控制。控制架構(gòu)如圖5所示。
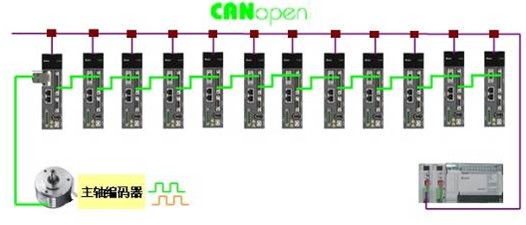
圖5 圓網(wǎng)控制架構(gòu)
圓網(wǎng)點動對花設(shè)計
圓網(wǎng)對花:即在機臺運轉(zhuǎn)情況下,對印花位置進行調(diào)整補償,此調(diào)整只能通過調(diào)整圓網(wǎng)來實現(xiàn)。如果花位超前,則需圓網(wǎng)減速,疊加負(fù)向偏差脈沖;如果花位滯后,則需圓網(wǎng)加速,疊加正向偏差脈沖。其工藝難點在于每次所疊加的速度和位置大小,因為圓網(wǎng)壁厚度僅為0.2mm,如果每次所疊加的速度或位置過大或過小,都有可能發(fā)生“扭網(wǎng)”或“斷網(wǎng)”,而這兩種現(xiàn)象都是不允許出現(xiàn)的。
對花分為粗對花和細(xì)對花,粗對花又包含點動對花和連續(xù)粗對花。點動對花主要采用凸輪+PR重疊方式執(zhí)行,每次超前或滯后導(dǎo)帶0.3mm;由于客戶所要求印花精度為0.1mm,故細(xì)對花每次超前或滯后導(dǎo)帶0.1mm,對花由操作人員手動完成。利用伺服事件觸發(fā)(Event)PR程序,伺服PR規(guī)劃如圖7所示。

圖7 伺服PR規(guī)劃
3.HMI畫面程序設(shè)計
主控HMI主要用于數(shù)據(jù)的采集,設(shè)備數(shù)據(jù)和狀態(tài)的顯示,以及機臺控制按鈕操作。圓網(wǎng)HMI除了規(guī)劃基本機臺控制功能外,通過人機配方功能在系統(tǒng)增加規(guī)格記憶與調(diào)用功能,此功能可記憶歷史規(guī)格的套色數(shù)目、各色圓網(wǎng)的磁力大小、圓網(wǎng)尺寸、磁棒直徑等必要信息,用戶在下一做同等規(guī)格時,只需調(diào)用即可很方便地完成相關(guān)的設(shè)定。此功能在國產(chǎn)圓網(wǎng)系統(tǒng)為首次應(yīng)用。為了減輕PLC的負(fù)擔(dān),對于規(guī)格參數(shù)的計算均采用HMI宏指令完成。(圖8)
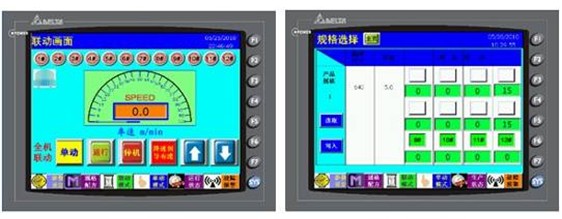
圖8 HMI畫面程序設(shè)計
4.PLC程序設(shè)計
⑴網(wǎng)絡(luò)配置
對于DeviceNet和CANopenBuilder的配置,臺達提供人性化編輯軟件DeviceNetBuilder(圖9),運用此軟軟可以簡單迅速地完成整個網(wǎng)絡(luò)的地址映射和配置。
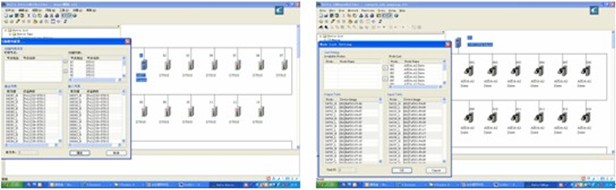
圖9 DeviceNetBuilder界面圖
⑵園網(wǎng)單動程序設(shè)計
工藝要求在導(dǎo)帶停止?fàn)顟B(tài),即主編碼器無脈沖送出的情況下,被選中圓網(wǎng)依然可以保持其原有相位以3m/min的速度運轉(zhuǎn),故此處利用CANopen網(wǎng)絡(luò)控制P5-07觸發(fā)PR#5以速度模式進行運轉(zhuǎn),以達到同步控制。
啟動:寫入P5-07=K5,即觸發(fā)PR#5
停止:寫入P5-07=K6,即觸發(fā)PR#6
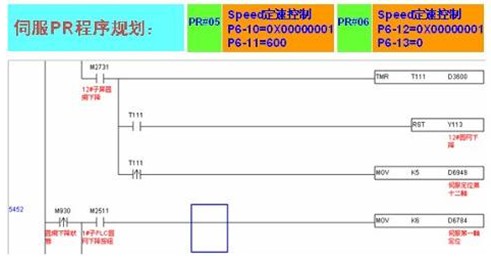
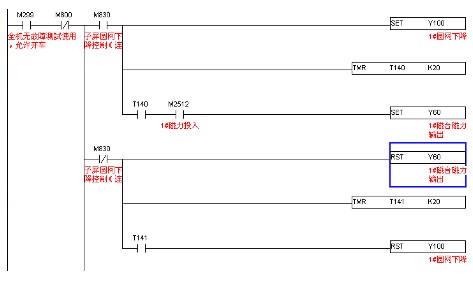
圖10 圓網(wǎng)動作程序
四、臺達圓網(wǎng)整體解決方案優(yōu)勢
1.整個控制系統(tǒng)采用CAN工業(yè)控制總線具有節(jié)省配線、降低成本、提高性能、方便維護等特點。
2. 圓網(wǎng)采用高性能運動控制伺服,整個印花動作伺服單獨處理;1kHz響應(yīng)頻寬,獨有動態(tài)誤差修正,保證加減速過程無跑花。
3. 經(jīng)現(xiàn)場測試,臺達控制系統(tǒng)可實現(xiàn)80~100m/min車速,印花精度≤0.1mm。
臺達圓網(wǎng)印花機整套集成系統(tǒng)解決方案的成功應(yīng)用,表明臺達對此類行業(yè)機械的工藝流程有了更加深入的了解,可以為更多的印染行業(yè)客戶提供低成本、高性能、最優(yōu)化的系統(tǒng)解決方案。

