
摘要:花炮卷筒機的自動精確運行是提高花炮產(chǎn)量和安全生產(chǎn)的基礎(chǔ)。基于和利時公司LM系列PLC的花炮卷筒機控制系統(tǒng),可實現(xiàn)整個生產(chǎn)過程的手/自動控制和生產(chǎn)狀態(tài)(包括運行流程、故障報警)的監(jiān)控,控制系統(tǒng)具有操作簡單和人性化等特點,這對花炮生產(chǎn)企業(yè)提高生產(chǎn)率和生產(chǎn)安全性具有重要意義。
關(guān)鍵詞:PLC;人機界面;花炮卷筒機控制系統(tǒng)
1 引言
我國是全球煙花爆竹的生產(chǎn)大國,產(chǎn)品出口100多個國家和地區(qū),僅在“花炮之鄉(xiāng)”瀏陽市,2008年的產(chǎn)值就高達(dá)100多個億,創(chuàng)稅10多個億,成為當(dāng)?shù)亟?jīng)濟的支柱產(chǎn)業(yè)。然而作為這樣一個歷史悠久、規(guī)模巨大的傳統(tǒng)產(chǎn)業(yè),目前的生產(chǎn)處在十分落后的狀態(tài)。隨著我國花炮產(chǎn)業(yè)入高速發(fā)展時期,加速花炮機械化、自動化生產(chǎn),是花炮行業(yè)提高產(chǎn)量和安全生產(chǎn)的基礎(chǔ)。
中國目前花炮卷筒機的控制系統(tǒng)有兩種方式,一種采用炮卷筒機專用控制器,另一種采用PLC控制。由于專用控制器都是基于單片機開發(fā)而成,它的抗干擾能力和穩(wěn)定性比PLC要差,而這對于花炮生產(chǎn)的持續(xù)性和穩(wěn)定性尤為重要。
2 系統(tǒng)設(shè)計
花炮卷筒機的動作主要有:送紙、壓輥、抱紙、卷筒、加水、加膠、切紙、切筒、進(jìn)筒燈一系列工序。根據(jù)工序的特點,在PLC的控制程序里有手動和自動控制兩種控制模式。在手動控制模式下,可以單獨對每一個工序的動作進(jìn)行控制;當(dāng)切換到自動控制模式,PLC程序會根據(jù)預(yù)先設(shè)置好的流程來控制卷筒機工作,不需要人工干預(yù)。所有的這些手動操作和手/自動信號的切換都是通過觸摸屏進(jìn)行的。

系統(tǒng)工作流程:
1:上電 (上電檢查、筒原始位、推筒退限位、壓輥下限位、抱紙下限位是否在原始位置)
2:啟動 (條件:上電檢查正常,手動/自動轉(zhuǎn)換開關(guān)在自動位置)
3:第一送紙 (要求:速度可調(diào)、長度能達(dá)到500mm、有延時)
4:壓輥 (要求:第一送紙長度達(dá)到,有延時)
5:抱紙 (要求:壓輥動作完成,有延時)
6:卷筒、第二送紙 (要求:抱紙動作完成;卷紙以及送紙都要求有延時,送紙長度達(dá)到設(shè)定長度卷紙電機停止運行;送紙長度最長要求達(dá)到3000mm以上,第二送紙速度可調(diào))
7:切紙 (條件:送紙長度達(dá)到設(shè)定長度,送紙電機以及卷紙電機停止運行;有延時;時間可調(diào),時間在1S以內(nèi),精確到小數(shù)點后一位)
8:卷筒 (條件:切紙動作完成;時間可調(diào),時間在5S左右,精確到小數(shù)點后一位)
9:切筒、抱紙下 (條件:卷筒完成;卷紙動作完成之后抱紙電磁閥動作,抱紙汽缸上的下限位磁性開關(guān)觸發(fā),切筒動作開始;要求:切筒動作時間可調(diào),時間在9S左右,一般為整數(shù),切筒動作有延時)
10:壓輥下 (條件:切筒動作完成,切筒原始位磁性開關(guān)點亮)
11:推筒進(jìn)、第一送紙 (條件:壓輥下動作完成,切筒原始位以及壓輥下限位在原位)
12:推筒退 (條件:推筒進(jìn)限位點亮)
13:壓輥: (切筒原始位、推筒退限位、壓輥下限位、抱紙下限位在原始位置、第一送紙長度達(dá)到)
……一直按上述循環(huán)
系統(tǒng)的控制流程如下:
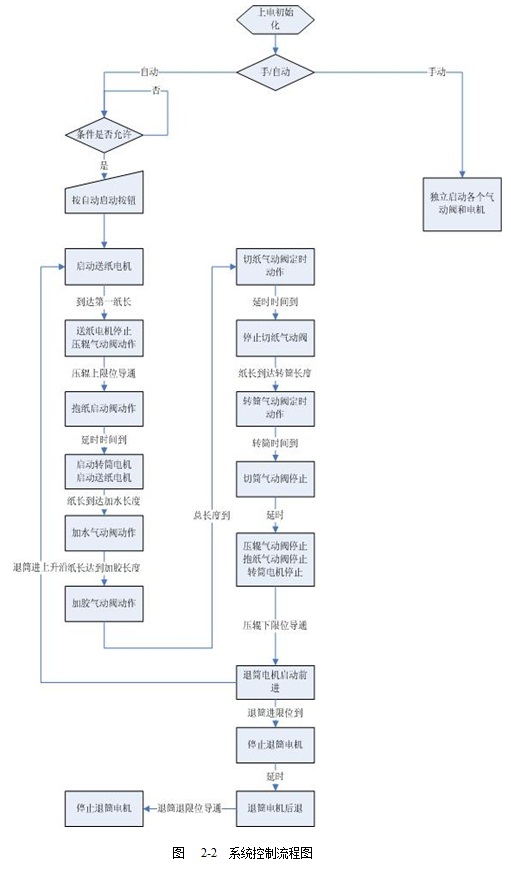
在此流程圖里,“紙長”是指卷成一個炮筒的紙張長度,在實際控制的過程中,每一個節(jié)點的紙長由送紙電動機(步進(jìn)電機)來控制。和利時LM系列的PLC帶有脈沖輸出功能,能夠根據(jù)PLC程序輸出規(guī)定個數(shù)的脈沖串(PTO)或者脈寬可調(diào)的周期性脈沖信號(PWM),輸出的脈沖串通過電機驅(qū)動器精確的控制步進(jìn)電機的運轉(zhuǎn),從而達(dá)到控制節(jié)點紙長的目的。此外,LM系列PLC具有高速計數(shù)功能,從而可以監(jiān)視步進(jìn)電機反饋回來的脈沖信號,經(jīng)過簡單的轉(zhuǎn)換,就可以在程序里監(jiān)視紙長的真實情況。
在PLC程序里,把每一個氣動閥、每一個電機的操作狀態(tài)和運行狀態(tài)(包括運行時間、啟動次數(shù))記錄下來,上傳到人機交互界面上。人機界面設(shè)計如下:



3 應(yīng)用特點
基于LM系列PLC的花炮卷筒機控制系統(tǒng)具有如下特點:?
(1)穩(wěn)定性和安全性
PLC和觸摸屏都通過了CE認(rèn)證、EMC測試,可以在比較惡劣的工業(yè)生產(chǎn)現(xiàn)場工作,抵御各種惡劣條件的能力較強,這就為持續(xù)生產(chǎn)提供了必要的保障。此外系統(tǒng)提供了一鍵緊急停止按鈕,當(dāng)現(xiàn)場發(fā)生生產(chǎn)事故或某個設(shè)備發(fā)生故障需要停車的時候就可以快速的一鍵停止操作。?
(2)操作簡單
觸摸屏上的操作界面非常人性化,每個設(shè)備環(huán)節(jié)的運行狀態(tài)都有提示,每一步操作都有相應(yīng)的說明,互鎖的操作按鈕都會相互鎖定,增強了操作安全性、降低了操作門檻。
(3)可維護(hù)性
由于對系統(tǒng)中的每一個設(shè)備都做了故障狀態(tài)、運行狀態(tài)、操作狀態(tài)記錄和保存,日常事故的追蹤和設(shè)備的維護(hù)都變得更加簡單。
參考文獻(xiàn)
[ 1 ] 顧戰(zhàn)松,可編程控制器原理與應(yīng)用[M],國防工業(yè)出版社.
[ 2 ] 方承遠(yuǎn),工廠電器控制技術(shù)[M],機械工業(yè)出版社.
[ 3 ] 中國工控網(wǎng).www.gongkong.com
[ 4 ] 花炮機械網(wǎng).www.huapaojixie.com